The manufacturing industry is undergoing a profound transformation. As digital technologies continue to advance at a rapid pace, companies in the heavy equipment manufacturing sector are being compelled to reimagine their processes, workforce, and business models. At the center of this transformation is Industry 4.0 in manufacturing—a new era of smart, interconnected, and automated production that is redefining the future of industrial operations.
In this guide, we explore what Industry 4.0 means for heavy equipment manufacturers, examine the core technologies driving this revolution, and outline how businesses can overcome implementation challenges and measure success through operational improvements.
What Is Industry 4.0 and Why It Matters for Heavy Equipment Manufacturers
Industry 4.0 refers to the fourth industrial revolution, characterized by the integration of digital and physical systems to create intelligent, autonomous, and data-driven manufacturing environments. It represents a shift from traditional, linear production methods to dynamic and adaptive networks where machines, systems, and humans communicate and collaborate in real time.
For manufacturing consulting firms and companies specializing in supply chain management consulting, this shift offers an opportunity to unlock new levels of performance and responsiveness. In the context of heavy equipment manufacturing, Industry 4.0 encompasses a range of technologies and practices that enable factories to become more agile, predictive, and responsive. These technologies include the Internet of Things (IoT), artificial intelligence (AI), machine learning, robotics, cloud computing, and advanced analytics.
Unlike previous industrial revolutions that focused on mechanization, mass production, or automation, Industry 4.0 emphasizes connectivity, real-time data access, and intelligent decision-making across the entire value chain—from design and engineering to assembly, logistics, and maintenance.
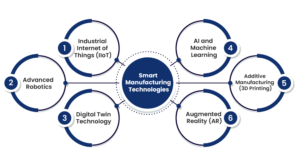
Smart Manufacturing Technologies
At the heart of Industry 4.0 are smart manufacturing technologies that facilitate interconnected, automated, and self-optimizing production environments. Heavy equipment manufacturers are increasingly deploying these innovations, often with the support of operations consulting firms and business operations consulting firms, to streamline operations, improve product quality, and reduce downtime.
Some of the core technologies include:
1. Industrial Internet of Things (IIoT)
Sensors and smart devices are embedded in machines and equipment to collect real-time data on performance, energy usage, wear-and-tear, and environmental conditions. This data provides insights that drive predictive maintenance, quality control, and process optimization.
2. Advanced Robotics
Collaborative robots (cobots) work alongside human operators on repetitive or hazardous tasks, improving precision and safety. These robots can adapt to different functions and learn from previous tasks, making them highly versatile.
3. Digital Twin Technology
A digital twin is a virtual replica of a physical asset, process, or system. Manufacturers use digital twins to simulate design changes, test operational scenarios, and monitor machine health remotely.
4. AI and Machine Learning
These technologies are fundamental to AI in supply chain management, supporting predictive insights for demand forecasting, defect detection, and energy optimization.
5. Additive Manufacturing (3D Printing)
For prototyping or low-volume parts production, 3D printing allows rapid iteration, reduced lead times, and less material waste.
6. Augmented Reality (AR)
AR tools assist technicians during assembly, training, or maintenance by overlaying digital information—helping manufacturing staffing teams reducing errors and speeding up complex tasks.
Together, these technologies lay the foundation for a smart factory—one that is self-aware, self-learning, and constantly improving.
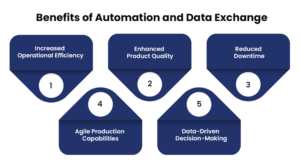
Benefits of Automation and Data Exchange
The implementation of Industry 4.0 in manufacturing offers transformative benefits, especially in an industry that has traditionally relied on manual processes and large-scale, capital-intensive machinery.
Partnering with operational excellence consulting firms ensures companies adopt these technologies strategically.
Increased Operational Efficiency
Real-time monitoring and predictive analytics enable manufacturers to identify inefficiencies early and eliminate production bottlenecks. Automated systems can operate continuously with minimal human intervention, significantly increasing throughput and resource utilization.
Enhanced Product Quality
Smart sensors and quality control algorithms detect defects during production, allowing for immediate adjustments and reducing the volume of rework or scrapped materials. This leads to consistent quality and greater customer satisfaction.
Reduced Downtime
Predictive maintenance models anticipate machine failures before they happen, allowing for planned service intervals instead of reactive repairs. This minimizes unplanned downtime and extends equipment lifespan.
Agile Production Capabilities
Digital systems allow for rapid reconfiguration of production lines to accommodate new product designs or shifting market demands. This flexibility is essential in responding to global supply chain disruptions or changing customer preferences.
Data-Driven Decision-Making
With continuous data flow from machines, logistics strategy consulting, and customer feedback loops, leaders can make informed decisions grounded in real-time insights. Strategic planning becomes more accurate, targeted, and responsive.
The combined effect of these advantages is a more resilient and competitive manufacturing operation, capable of thriving in a volatile and technology-driven global market.
Overcoming Implementation Barriers in Industry 4.0 Adoption
Despite clear benefits, many manufacturers face challenges when adopting Industry 4.0. This is where supply chain management consulting and manufacturing consulting firms add value—by addressing:
Legacy Infrastructure
Many factories still operate on older machines and software systems that were not designed to support connectivity or automation. Retrofitting these systems or phasing them out can be costly and time-consuming. A phased adoption strategy that begins with high-impact pilot projects can help mitigate these risks.
Skills Gap
Implementing smart manufacturing requires new skill sets in data analytics, cybersecurity, robotics, and systems integration. As engineering staffing and manufacturing staffing needs evolve, retraining and talent acquisition become essential.
Data Security Concerns
With greater connectivity comes increased risk of cyberattacks and data breaches. Manufacturers must invest in secure architectures, encrypted data exchanges, and rigorous access controls to safeguard critical information.
Cultural Resistance
Change can be unsettling for teams that are accustomed to traditional workflows. Effective change management—including clear communication, leadership buy-in, and hands-on training—helps foster a culture that embraces innovation rather than resists it.
Integration Complexity
Bringing together disparate systems, platforms, and data sources into a unified digital ecosystem is technically complex. Choosing scalable, interoperable solutions and working with experienced implementation partners can streamline this process.
CCO works with heavy equipment manufacturers to navigate these barriers, offering strategy, execution, and ongoing support to ensure successful adoption of Industry 4.0 technologies.
Measuring the Impact on Production Efficiency with Digital KPIs
Adopting smart technologies is only part of the journey—measuring their impact is what validates the investment. A robust performance monitoring framework is essential to ensure that Industry 4.0 in manufacturing initiatives deliver on their promise.
Key performance indicators (KPIs) tailored to digital manufacturing should be established at the outset and tracked continuously. These might include:
- Machine utilization and availability
- Mean time between failures (MTBF)
- Scrap and rework rates
- Cycle times and throughput
- Energy consumption per unit produced
- Time to market for new products
By working with a trusted business operations consulting firm, companies can build continuous feedback loops and drive ROI-focused performance improvements. When linked to strategic business outcomes, performance data provides the insight needed to scale successful initiatives and sunset ineffective ones.
Smart manufacturing also enables closed-loop feedback systems, where data collected during production is fed back into product design and supply chain management. This end-to-end visibility ensures that each part of the business operates in sync, driving higher performance and customer value.
Conclusion: Building a Future-Ready Manufacturing Operation with CCO
The integration of Industry 4.0 in heavy equipment manufacturing is more than a technological upgrade—it’s a strategic evolution. Forward-thinking firms leverage the combined power of AI in supply chain management, real-time data, and automation to redefine what’s possible in production, staffing, and logistics.
For manufacturers ready to embrace this transformation, the rewards are significant: greater agility, improved quality, lower costs, and stronger market positioning. But success requires more than just the right tools. It requires a clear vision, committed leadership, and expert guidance every step of the way.
At CCO, we help heavy equipment manufacturers turn Industry 4.0 into a competitive advantage. From strategic planning and technology selection to implementation and performance optimization, our team partners with you to build a smart, scalable, and future-ready manufacturing enterprise.
Contact us to begin your Industry 4.0 journey.